 Deutsch
Deutsch

Hot on the trail of energy loss in compressed air systems

Dipl.-Ing. Jürgen Billep
 Studied mechanical engineering in Bogota, sales engineer at Festo for 14 years, responsible for the development and product management of Energy Saving Services for 7 years.
Studied mechanical engineering in Bogota, sales engineer at Festo for 14 years, responsible for the development and product management of Energy Saving Services for 7 years.
The Energy Saving division of Festo, the leading global automation company, offers compressed air users customised services to determine and tap compressed air savings potentials. According to Dipl.-Ing. (graduate engineer) Jürgen Billep, auditor at Festo’s Energy Saving Services, the demand for energy analyses has consistently increased in recent years. This is because many companies are looking for savings potentials within their production in order to survive fierce competition, states the engineer. Such potentials are often found in their compressed air systems and units, which have, in most cases, been in existence for many years already.
Reducing energy costs in compressed air systems by up to 60 %
Compressed air is relatively expensive: A cubic metre currently costs approximately 1.8 cents. Therefore, compressed air is eight to ten times more expensive than the electric direct drive of machines and tools (source: HS Esslingen - Esslingen University of Applied Sciences). For units with few hours of operating service, the electricity costs account for an estimated 20 % of the operating costs, whereas for systems running 24/7, this may be up to 80 % (source: energie.ch). 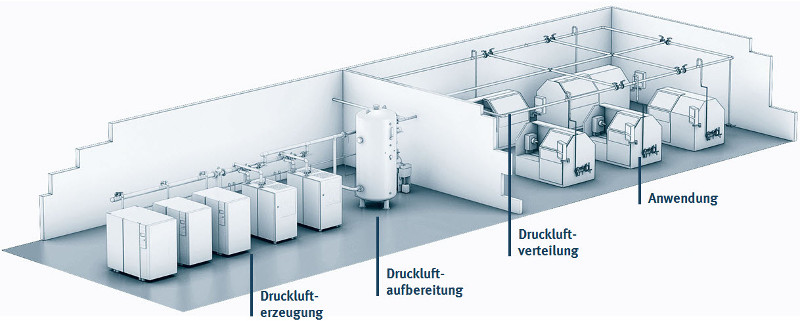 Hence, it is worthwhile taking a closer look at the compressed air consumption in order to increase the energy efficiency in a process or manufacturing environment and to reduce the costs. However, to do so, a company’s compressed air system must be looked at in its entirety. Therefore, Festo’s analysis ranges from the compressed air generation and/or treatment, through the distribution of compressed air with leak detection, to the pneumatic application itself. The compressed air energy efficiency analyses performed by Festo’s specialists are carried out in accordance with ISO 11011 and are TÜV SÜD certified. “We strive towards a holistic, independent pneumatic system engineering to benefit the customer. We are proud that we have been able to achieve up to 60 % savings for our customers, despite increasing productivity,” reports Jürgen Billep. “The MSR145 data loggers with analogue inputs for connecting our external pressure sensors provide Festo with significant support in these tasks,” states the engineer.
Hence, it is worthwhile taking a closer look at the compressed air consumption in order to increase the energy efficiency in a process or manufacturing environment and to reduce the costs. However, to do so, a company’s compressed air system must be looked at in its entirety. Therefore, Festo’s analysis ranges from the compressed air generation and/or treatment, through the distribution of compressed air with leak detection, to the pneumatic application itself. The compressed air energy efficiency analyses performed by Festo’s specialists are carried out in accordance with ISO 11011 and are TÜV SÜD certified. “We strive towards a holistic, independent pneumatic system engineering to benefit the customer. We are proud that we have been able to achieve up to 60 % savings for our customers, despite increasing productivity,” reports Jürgen Billep. “The MSR145 data loggers with analogue inputs for connecting our external pressure sensors provide Festo with significant support in these tasks,” states the engineer.
Identifying cost savings by means of pressure value measurements
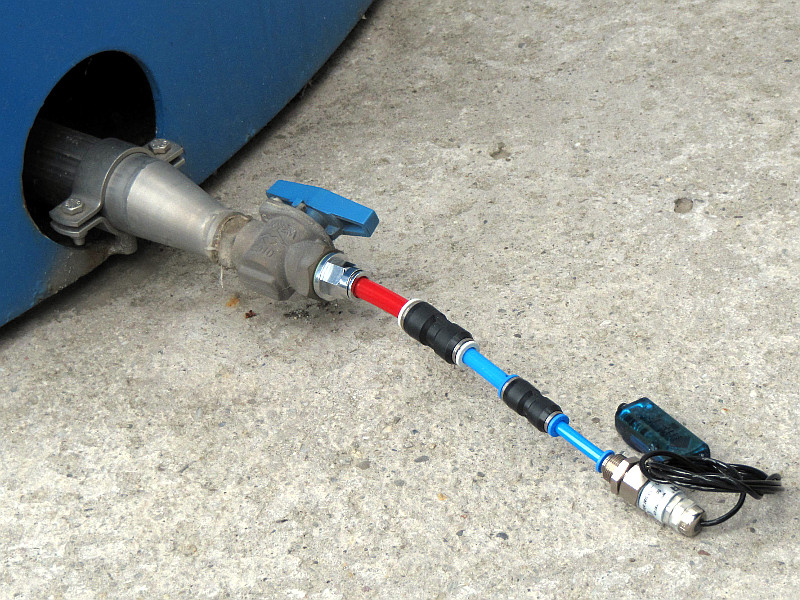
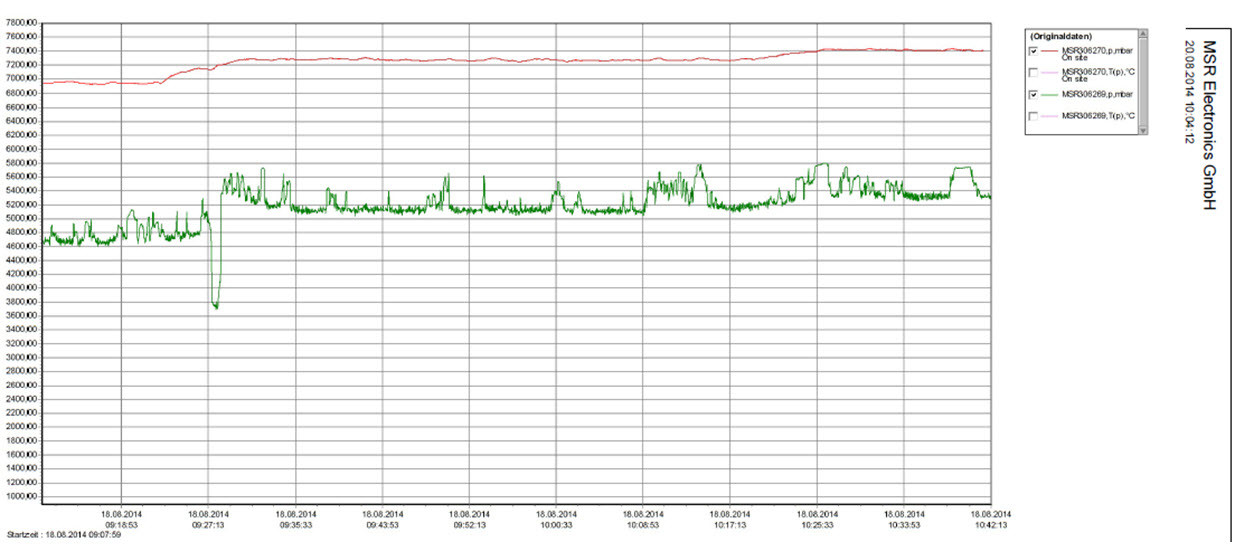
Festo uses the data loggers of the Swiss measurement technology company MSR Electronics GmbH for flow rate measurements on the one hand and for recording pressure values on the other hand. In order to record pressure values, engineer Billep positions at minimum three time-synchronised MSR145 data loggers – at the pressure generator, after the compressed air treatment and at the furthest point of the compressed air system. The loggers are used to measure and record the condition of the environment (pressure, temperature and humidity) and the actually generated air pressure. Further measuring points can be provided for the analysis of the applications themselves.
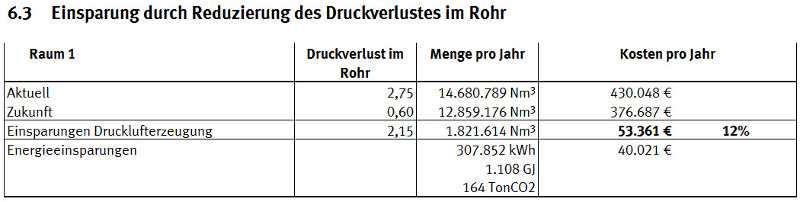 A pressure loss of greater than 0.6 bar after the compressed air treatment and distribution, for example, must already be classified as negative, a pressure loss of 1.0 bar in the subsequent compressed air system as dramatic. If the system operator is able to reduce, for instance, a 2.1 bar pressure loss in his/her overall system, this alone facilitates a cost saving of more than 10 % in the compressed air generation.
A pressure loss of greater than 0.6 bar after the compressed air treatment and distribution, for example, must already be classified as negative, a pressure loss of 1.0 bar in the subsequent compressed air system as dramatic. If the system operator is able to reduce, for instance, a 2.1 bar pressure loss in his/her overall system, this alone facilitates a cost saving of more than 10 % in the compressed air generation.
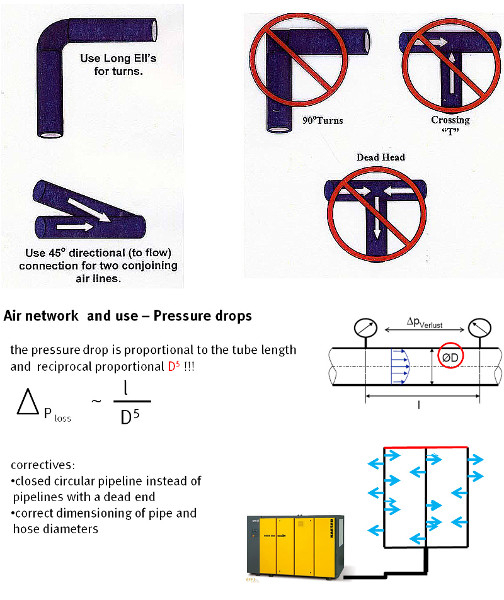
Yet, Festo’s specialists not only identify such savings potentials, but also conceptual improvements, for example with respect to the pipeline design, the compressed air quality, filter load and efficient application deployment.
Flow rate measurements using integrated MSR Data Logger
Festo uses flow rate measurements in the customer’s system in order to identify the standby power dissipation and therefore leaks within the system, which are inspected by means of a check analysis after having been repaired.
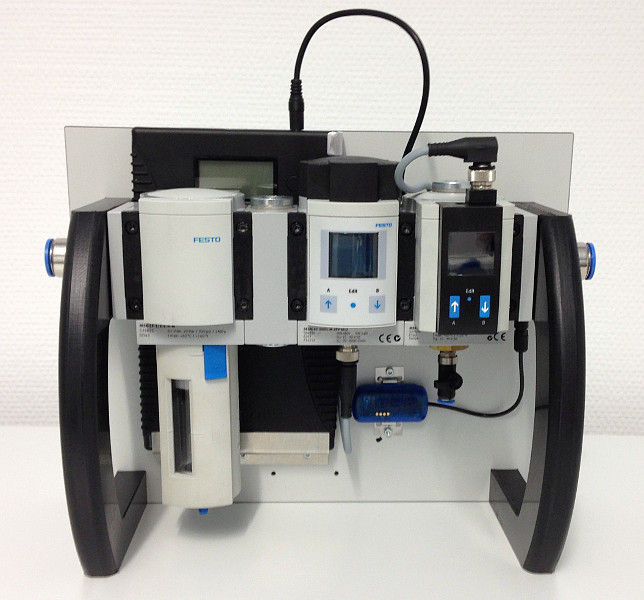
 The flow rate measurements and the identification of the leaks are also carried out using MSR145 data loggers. Festo’s test box has an integrated MSR145 logger with two analogue inputs for 0...10.0 V. Within a measurement period of a few hours, the test box provides the auditors with a detailed overview of the system’s status, enabling them to present the customer with a differentiated as is/to be analysis and forecast of the savings potential, as well as a ranking of the action required. “The intuitive and clear software, which is available with the MSR data loggers, makes it much easier for us to analyse the data, not least because the functionality of the software is being continuously extended by MSR,” explains Jürgen Billep. “It is very easy for us to integrate the relevant measured curves of the individual data loggers into one representation, thus obtaining the results for our analysis.” The MSR PC software can also be used to mathematically calculate and chart various measured values for advanced analyses.
The flow rate measurements and the identification of the leaks are also carried out using MSR145 data loggers. Festo’s test box has an integrated MSR145 logger with two analogue inputs for 0...10.0 V. Within a measurement period of a few hours, the test box provides the auditors with a detailed overview of the system’s status, enabling them to present the customer with a differentiated as is/to be analysis and forecast of the savings potential, as well as a ranking of the action required. “The intuitive and clear software, which is available with the MSR data loggers, makes it much easier for us to analyse the data, not least because the functionality of the software is being continuously extended by MSR,” explains Jürgen Billep. “It is very easy for us to integrate the relevant measured curves of the individual data loggers into one representation, thus obtaining the results for our analysis.” The MSR PC software can also be used to mathematically calculate and chart various measured values for advanced analyses.
Data Loggers overcome metrological challenges at manageable cost
 Festo primarily selected the MSR145 data loggers as they are very small and at the same time highly multifunctional. In addition, they stood out due to their high level of flexibility, for instance in terms of the sampling rate, the engineer explains. A high sampling rate is required for the actual pressure measurements, as the air can move at up to 20 m/s inside the pipe, resulting in significant pressure fluctuations within a short time. The MSR data loggers can therefore provide accurate information regarding the pressure ratios and pressure patterns for each time unit and, in particular, monitor the pressure loss. The manageable cost was one of the reasons for purchasing MSR data loggers.
Festo primarily selected the MSR145 data loggers as they are very small and at the same time highly multifunctional. In addition, they stood out due to their high level of flexibility, for instance in terms of the sampling rate, the engineer explains. A high sampling rate is required for the actual pressure measurements, as the air can move at up to 20 m/s inside the pipe, resulting in significant pressure fluctuations within a short time. The MSR data loggers can therefore provide accurate information regarding the pressure ratios and pressure patterns for each time unit and, in particular, monitor the pressure loss. The manageable cost was one of the reasons for purchasing MSR data loggers.
MSR Data Loggers: All-rounders in measurement technology
The mini data loggers are developed and manufactured with Swiss precision by MSR Electronics GmbH, based in Seuzach, near Winterthur. The relatively young company – which arose from a management buy-out in 2006 – specialises in miniaturised universal data loggers that can be used autonomously. Using high-speed sensors, the MSR loggers record almost any physical and electrical measured data, such as temperature, humidity, pressure, light intensity, vibrations, as well as externally supplied voltage values. As CEO Wendelin Egli mentions with a smile, his data loggers are by now used globally “from upon high – transportation monitoring in NASA space shuttles – to deep down – for measurements in offshore installations in the Atlantic”. In addition to the development of its own products, MSR Electronics GmbH also works on customer-specific orders and projects – like in the present case study of Festo. Egli is particularly proud of Festo’s contract. Being able to work for the number 1 in automation, explains the CEO, is not only good for the reputation, but the exchange and the fertile co-operation also ensures that his future innovations will comply with his customers’ wishes and requirements.
Can we also help you with your measuring tasks? We would be pleased to advise you!
You may also be interested in these articles:
- MSR145: The revolutionary mini Data Logger
- Precise recording of dynamic mechanical stress: MSR165 Data Loggers assist with machine, workpiece and production optimisation
- Special MSR Data Logger for soot particulate filter monitoring determining transportation stresses when shipping pallets or individual packages – user report by Alfred Kärcher GmbH & Co. KG
- The fast way to the right Data Logger